



 扫一扫
扫一扫

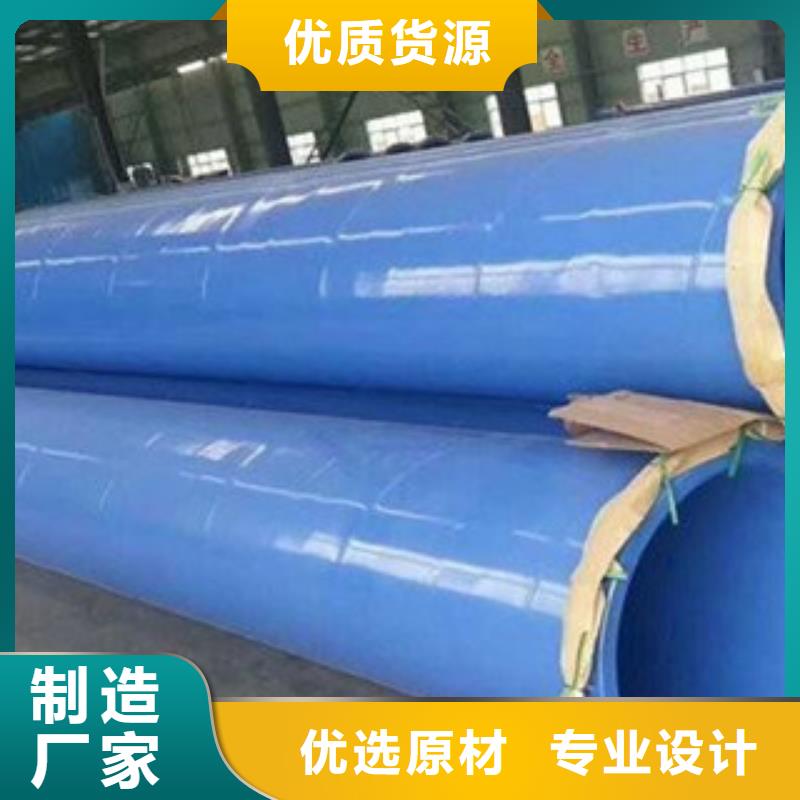
升级到现在的防腐内环氧外三层结构聚乙烯。较传统的电炉加热方式,中频加热具有更高的转化率,有效的节约了电能。采用中频加热,钢管中的热量由内向外散发,使加热温
度更加均匀,有效的保证环氧涂层的优质固化。内喷涂环氧粉末、外淋涂聚乙烯粉末的技术称为幕帘法,又称淋涂工艺,采用中频加热方式利用管子余热使二者同时固化,不需
单独分别涂敷固化。内壁采用热喷涂环氧粉末防腐方式,将粉末经高温加热熔结后均匀地涂敷在管体内表面上。外涂层涂敷采用高压挤出缠绕工艺,极大地提高了致密性,涂层
坚韧耐磨,抗冲击性及抗弯曲性优良,能有效防止施工中的机械损坏及使用过程中的植物根系和土壤环境应力的损坏。内环氧外三PE实现了同步涂覆,同步固化一次性成膜的核
心技术。


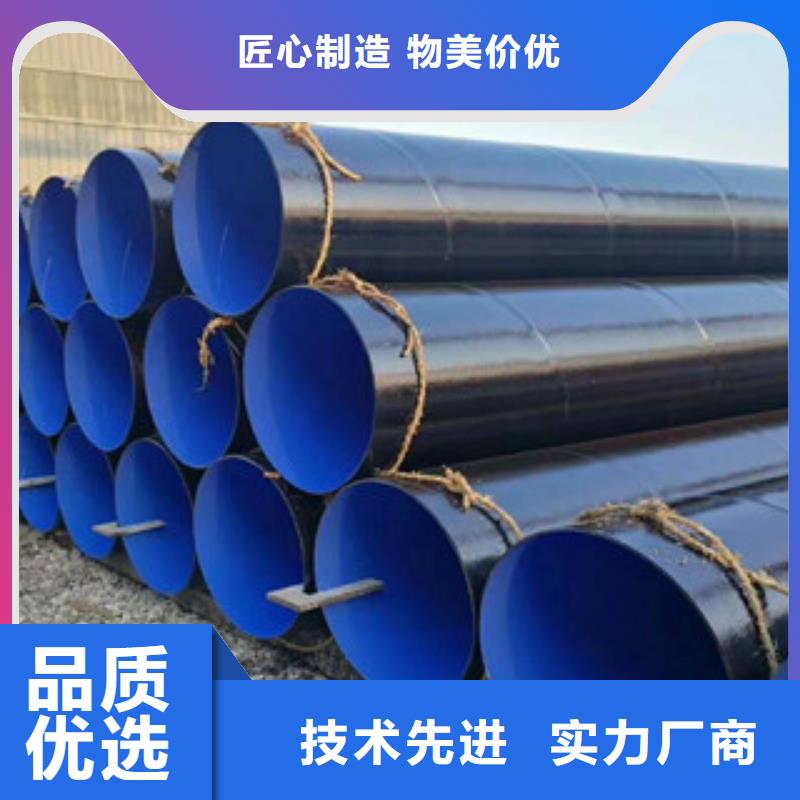
环氧粉末防腐钢管涂料是由环氧树脂、颜料、体质颜料、催干剂、助剂、有机溶剂等调制而成。具有很好的防腐性能,在很多领域都被广泛应用,适用于金属表面、电器、仪表
等外壳涂覆。现如今,环氧粉末涂料防腐是一种很常见的防腐方式,很多专业的环氧粉末防腐涂料厂家生产的产品都很有保障,我们的选择性有很多,环氧防腐油漆涂料也是有
很大的发展潜力,市场需求相对来说还是比较大的。我们在进行防腐涂料施工时,要选择优质的环氧粉末防腐涂料,才能确保得到更好的施工效果,给我们带来的可靠性会更强
。环氧粉末防腐钢管主要是固化速度快,固化时间短,涂装效率高,适合于流水作业,优异的机械物理性能。优异的耐腐蚀性能,耐酸、碱、盐、油、水等,能够在较大温度范
围内起到长效持久的防腐效果,涂层符合标准的技术要求,环氧粉末涂层采用静电喷涂工艺涂敷环氧粉末涂料,一次成膜。该涂层具有涂敷操作简单、无污染、涂层抗冲击和抗
弯曲性能好、耐温性能高等特点。



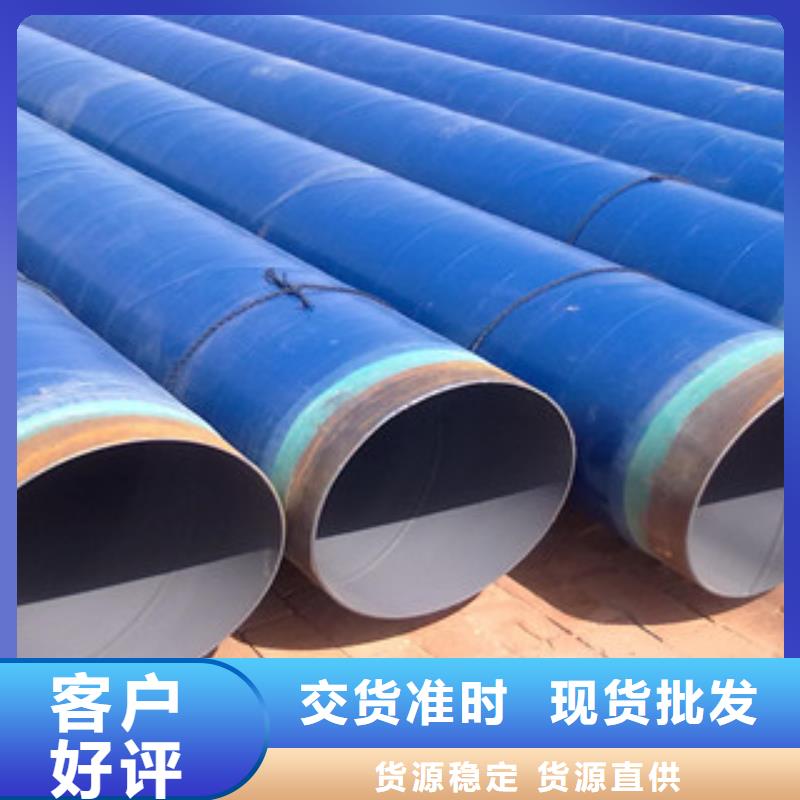
与传统的溶剂型防腐涂料相比,一些传统的防腐涂料已不再适合当前的防腐要求,尤其是埋地石油和天然气管道。 管道防腐用环氧粉末涂料因其优异的附着力、柔韧性、耐
腐蚀性和广汇的防腐寿命而受到石化行业的青睐。 在一些环境气候和施工条件恶劣的地区,环氧粉末涂料甚至被指定为石油天然气管道防腐涂料,在天然气管道防腐减阻方面
具有更独特的优势。 此外,随着经济的发展和环保要求的提高,环氧粉末涂料必将成为管道防腐工程的防腐涂料。进入20世纪90年代,随着石油工业的不断发展,对管道防腐
的要求越来越高。



兴昊管道有限公司坚持“低成本、高质量,一切为用户”的经营理念,秉承“为用户服务无止境”的服务信念,充分顾及 环氧煤沥青防腐钢管用户的利益和需要,想用户所想、急用户所急,为用户的 环氧煤沥青防腐钢管正常使用做好我们的服务工作,赢得了广大用户的信任和支持。




技术支持:s797.com